Repair & Maintenance
Candu PLEX plans
4 August 2005Aside from retubing, Candu 6 life extensions require little refurbishment. Planning the operation carefully makes economic sense. By F A David, J Howieson, L Nosella, N Ichiyen, T K Ramakrishnan and Soo-Deug Lee
Candu 6 has been a successful product for AECL. In the nearly 30 years of operation in four countries on four continents, all eight units have always been among the world’s best in terms of load factors.
To continue this performance over an additional 25 to 30 years, each plant requires, besides retubing, only a few items to be refurbished. In addition, a few safety upgrades assure a problem free licensing of the refurbished plant.
In 2000, AECL started to prepare for the life extension/refurbishment of a Candu 6 reactor in Canada using retubing methodology based on improvements to the technology used for Ontario Power Generation’s (OPG’s) Pickering A units in the 1980s, and that developed for OPG’s Bruce units in the early 1990s.
Since then, AECL has developed a comprehensive methodology for determining the scope of the plant life extension/refurbishment (PLEX) of Candu plants. This consists of three major parts:
- Retubing.
- Refurbishment of the nuclear island and balance of plant facilities.
- Safety upgrades.
- The public wants the plant to operate economically and safely.
- The utility wants the plant to generate electricity safely and cheaply.
- The regulator wants the refurbished plant to be at least as safe as it was before the project.
To assure the public and the regulator of the continuing safety of the plant, AECL also carries out a safety and licensing assessment (based on the IAEA periodic safety review (PSR) structure) to assure that any of the contemplated project actions maintain or improve plant safety. This assessment also included an analysis of the plant in the view of current codes and standards and selected improvements based on cost/benefit analyses.
THE SCOPE OF THE PROJECT
The process for determining the scope of a Candu PLEX project starts with a systematic, thorough and structured evaluation of the plant. The evaluation consists of two assessments, a condition assessment and a safety assessment.
These two assessments result in a number of recommendations which are then evaluated individually. Only those that comply with the criteria of safety and economic considerations are included in the scope of the PLEX.
CONDIDTION ASSESSMENT
Condition assessment is a process of systematic, thorough and structured evaluation of all components comprising a Candu plant. A list of about 120,000 parts is compiled from original design documentation and component databases.
Condition assessment identifies components that will last through the extended plant life without any intervention, and those requiring either replacement or intensified maintenance. It is the basis of rational decision-making in the process of the life extension or refurbishment.
Economic decisions which have to be made before the life extension or refurbishment of a plant is committed to must be supportable within the regulatory framework. The scope and cost of a project must be established to allow these decisions to be made. The cost is determined during the follow up to the condition assessment using a structured, well documented process.
In each case, it must be decided whether the remaining life of the component is sufficient to serve for the extended life of the plant or if the component must be replaced, an undertaking which is more complicated if the component is obsolete.
The components are screened into those adequately covered by existing plant programmes and those that need the actual condition assessment.
SAFETY ASSESSMENT
Safety information comes from a variety of sources including operating experience, research results, vendor, architect, engineer and utility design reviews as well as regulatory safety reviews – in this case, from the Canadian Nuclear Safety Commission (CNSC).
Each time a new concern or safety issue is identified from one or more of these sources, the CNSC assesses the need for immediate action to ensure safe operation. These issues are called generic action items or (plant specific) action items. These are safety concerns that may affect the design, construction, or operation of all, several, or a class of nuclear power plants and that may result in safety improvements and promulgation of new or revised requirements or guidance.
The PLEX safety and licensing team is responsible for identifying the design changes necessary to conform to the updated safety and licensing requirements for the refurbished plant. Information exchange is important between the safety and licensing and probabilistic safety assessment groups.
Important to the safety assessment is the significance of a 25-year life extension beyond the plants’ nominal 30-year design life.
The safety and licensing programme was developed by a group of industry experts and consists of work related to life extension and outage support. The portion of the programme to address life extension comprises a number of categories of activities. The first is associated with improving safety margins for a number of specific long-standing issues The second deals with various processes to identify potential issues that should be dispositioned. This includes looking at safety-related changes made on the newer Candu 6 plants, as well as comparing the plant against the current set of codes and standards. In all the cases, a cost/benefit analysis was performed to determine whether or not a change was warranted. Another area of the programme involves identifying additional analysis that should be performed to complement work that has been carried out at the plant since the start of its life. This includes both probabilistic as well as deterministic analyses.
The refurbishment-related safety assessment constitutes a form of safety review. However, in discussions with the CNSC, it became clear that the review should be extended to be comparable to the PSR recommended by the IAEA. In response, the project identified a methodology for performing an integrated safety review. This review integrates the various activities being performed under the PLEX project, as well as initiatives underway at the plant and compares them to the safety factors and elements identified in the IAEA safety guide.
These two assessments, condition and safety, resulted in a number of recommendations which were recorded and further processed.
The recommendations were reviewed, categorised and dispositioned. A database was developed to store the recommendations and track them through the preliminary screening review and 11 internal review meetings by the project management team.
The database facilitated a systematic review for purposes of categorising the recommendations, assigning each a priority risk rating factor and a completion phase; assigning budget categories and assigning responsibility for addressing the assessment recommendations.
Accepted recommendations were considered either as part of the project scope or passed over to the plant for consideration as plant life management (PLIM) or operations and maintenance (O&M) scope.
For example, for Point Lepreau Generating Station (PLGS), there were many recommendations that were incorporated into the refurbishment scope. In addition to that, hundreds of PLIM and O&M recommendations were passed over to the plant for consideration as part of the plant life extension strategy.
Additional scope reviews were conducted that did not use the disposition tracking database and were adequately documented in the minutes of meetings held. For completeness, the disposition records were updated to show the impact of these reviews on individual recommendations that were previously approved at the internal review meetings. The additional reviews included two external reviews by industry experts where consensus was obtained supporting the overall refurbishment scope. In addition to that, there were nine scope review meetings by the project management team.
Currently, Wolsong 1 is also undergoing a condition assessment and a safety and licensing assessment based on the methodology used for the PLGS PLEX. The recommendations from these two assessments will be reviewed and, where appropriate, included in the Wolsong 1 PLEX.
THE NEED FOR RETUBING
Retubing would be required when two key reactor components, the fuel channel pressure tubes and the feeders, approach their end of life.
Pressure tube life is physically limited, the main problem being primarily the axial elongation due to creep growth. Other degradation mechanisms, as shown in Figure 1, also come into play. As the channels age, these degradation mechanisms increase in severity and result in the need to perform more inspection and maintenance, and increased operating costs. The probability of having to replace single fuel channels, for surveillance or for flaw disposition, was also increased.
The replacement fuel channel will have the latest design features to maximise pressure tube life. The latest pressure tube material has high ductility, lower diametral creep and lower initial hydrogen content than the original material. Other fuel channel design improvements have been incorporated to accommodate over 30 years of axial creep – for example, redesigned fuel channel end fitting inboard bearing. The new fuel channel will also employ tight-fitting annulus spacers that prevent unwanted spacer movement thus reducing maintenance costs associated with spacer location and re-positioning.
Feeder life is limited mainly by wall thinning (flow assisted corrosion, FAC) and in some cases stress-induced cracking, which results in increased inspection and maintenance requirements. FAC is most severe at the first and second bends adjacent to the end fitting connection, but evidence of unacceptable wall thinning rates has been observed at certain locations in some upper feeders, namely downstream of the 90º bends, swage expanders and in the bends near the headers. Some Candu utilities have been forced to implement single feeder replacement programmes (at the first and second bends) due to wall thinning and/or cracking, which results in increased maintenance costs during the last years of original service life.
Like the pressure tube, the replacement feeder design has been optimised to reduce the effects of flow assisted corrosion and other potential degradation mechanisms. A high chrome content material (the maximum allowable content allowed by the traditional feeder material specification) was selected to limit FAC. Stress relieving of bends and improved welding and installation processes would be used to reduce residual stresses, minimising the possibility of bend or weld cracking later in life.
SCOPE OF RETUBING
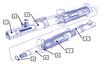
Retubing involves the replacement of the entire reactor set of fuel channels, calandria tubes and feeders.
The fuel channel and calandria tube components to be replaced are shown in Figure 2. The fuel channel bellows, lattice tube (including end fitting bearing components) and calandria side tube sheet bore remain in place. However, they must be inspected and possibly refurbished after component removal as these components are the primary interfaces with the new replacement fuel channel and calandria tube.
The entire length of all inlet and outlet feeders, from end fitting connection to header nozzle will be replaced during retubing. This includes all lower spacer and hanger components, freeze cans and upper hanger and seismic restraint components. In addition, portions of the instrumentation systems within the upper feeder cabinet will be replaced to improve access in this area. The header nozzles and remaining hanger and instrumentation system components will be inspected and refurbished after removal to prepare for new feeder installation.
AECL has developed a retubing process, which takes into consideration the following key factors:
- Safety: radiological and conventional.
- Schedule: minimise outage time.
- Quality: ensure retubed reactor is ‘like new’.
- Risk: detailed plans and countermeasures for any problems.
- Waste: volume reduction of pressure and calandria tubes.
PRACTICE AND PLANNING
Once the scope of the project is established, AECL together with the utility prepares the detailed project execution plan and integrated project schedule.
The planning scope covers three distinct phases of refurbishment as defined below:
- Phase 1. Project definition: pre-project work activities.
- Phase 2. Project engineering and preparation: pre-refurbishment outage engineering, procurement and other preparatory activities.
- Phase 3. Project implementation: field activities during refurbishment outage.
Refurbishment planning covers, in general, the following aspects of the project:
- Project objectives with reference to scope, schedule, quality and budget.
- Project organisation.
- Work scope.
- Detailed schedule.
- Project budget.
- Project control.
- Risk management: strategies and control.
- Project organisation taking into consideration the interface relationship and activities between different work groups including the original designer (AECL) and the utility.
- Engineering for both pre-outage and outage stages.
- Procurement.
- Construction.
included in the pre-project work. If required, outlines of the plan and schedule for the project phases 2 and 3 are also prepared. In addition to project definition, this phase 1 planning and scheduling usually facilitates preparation of the final refurbishment project contract.
Once the final contract is in place and becomes effective, work starts on the detailed planning and scheduling for project phases 2 and 3; the project execution plan is produced. Whereas project phase 1 plan and schedule would be prepared by a single project work group (usually AECL) in consultation with the other work groups, such as the utility, it is essential that the project execution plan be prepared jointly by AECL and the utility.
As an example, in the case of Point Lepreau, a detailed project execution plan and integrated project schedule have been completed. The schedule incorporates project activities and their durations taking into account the division of scope and responsibilities between New Brunswick Nuclear Power (NBNP) and AECL, including those that are associated with NBNP’s direct participation in and contribution to the overall project – for example, localised material supplies and manpower supplies.
Author Info:
F A David, J Howieson, L Nosella, N Ichiyen, T K Ramakrishnan, AECL, 2251 Speakman Drive, Mississauga, Ontario, L5K 1B2, Canada; Soo-Deug Lee, Korea Hydro & Nuclear Power, ASEM Tower, 159-1 Samseong-dong, Gangnam-gu, Seoul, South Korea
Related ArticlesPoint Lepreau refurbishment is 75% complete