DECONTAMINATION AND DECOMMISSIONING
Cutting down on waste
2 February 2005A new method of decommissioning spent fuel transport flask liners was implemented by BNFL for the first time last year, resulting in hugely reduced waste and maximum safety and efficiency in disposal. By Tony Nicholls
The first ever dismantling of BNFL’s massive and exceptionally robust spent fuel transport flask liners was completed in 2004.
Used in the transportation of spent nuclear fuel (SNF), the transport flasks are designed in accordance with exceptionally stringent guidelines and are, inevitably, extremely sturdy and highly resilient. Built to ensure no radiation risk, they are subjected to rigorous tests to demonstrate their safety. Amounts of low-level radioactive waste (LLW) arising from the decommissioning were limited to 0.5t from a potential of 40t. This was achieved as a result of an innovative decommissioning method developed by BNFL and Furmanite.
With a massive total weight of up to 110 tonnes for a payload of five tonnes of SNF, the flasks are made up of a steel body, into which a lead liner sits to provide the necessary radiation shielding. The container used to carry the SNF is located within the liner. The liners themselves are constructed of stainless steel and lead (15 lead rings, encased in 12mm-thick stainless steel cladding and containing 72 cooling tubes), measure some 4.8m long with an outside diameter of 1.4m. They weigh as much as 40t.
The emphasis in this first decommissioning and dismantling of the liners was very much on ensuring that it could be done safely, while releasing as much material as possible for recycling and minimising the amount of material to be declared as LLW. Inevitably, the sheer scale of the liners coupled with their robust design and the fact that they had never before been dismantled made the process a challenging task. Using Furmanite’s technical skills and engineering expertise, a novel approach was developed that involved cutting the liners into individual segments, which could then be made ready for disposal or recycling with maximum safety and efficiency.

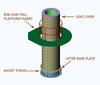
During the decommissioning of BNFL's spent nuclear fuel transport flasks, a 40t lead liner is lifted into position for cutting

The lead liner and lift system before installation of the severing machine.
Furmanite engineered bespoke solutions for each project stage. Computer Numerical Control (CNC) milling machines and cutters were purpose-designed for the job, as well as purpose-built equipment such as a segment lifting tool, the various stands, baseplates and other assemblies required to mount the equipment or carry out the work. The project was carried out within the strict safety culture required for the task and involved applying the Health and Safety Executive’s Construction Design and Management Regulations including project management from concept to completion. Full-scale test pieces were made and the machines were tried, tested and modified off site, while the training of technicians was carried out using the equipment prior to its deployment.
With the necessary equipment designed and ready, and methods and processes in place, decommissioning of the lead liners involved a number of stages; the first – given the possibility of contamination when the outer skin was cut – being to pressure-test the liners and undertake lead sampling to prove that no contamination was present and that it was safe to proceed.
SEGMENTED PROCESS
The process then began with the removal of external details, which was achieved with the help of a bespoke kicking stool to take the liner into a horizontal position, and purpose-designed and built support stools to hold the liner horizontally while machining was undertaken.
A special CNC milling machine, again designed and built by Furmanite, was then fitted to a base plate and set up so that phase 1 – the milling – could be undertaken to remove the keyway angle plates and channels.
Phase 2 then required the liner to be returned to the vertical position, for cutting into segments. A stand with bottom lifting brackets was designed and built to meet this requirement and the liner was seated on top. A bespoke flask severing machine, which comprised both external and internal cutting machines, along with inner and outer swarf trays in each case, was then mounted, and the lead liner, complete with its inner and outer casings, was cut and separated into individual segments, each of which measured 30cm in height and weighed a substantial 2.7t.
As the segments were cut, they were lifted away from the liner one at a time, a process for which the specially-developed segment-lifting equipment was used. This comprised four T-blocks which were located in the 5mm wide cut line, enabling the liner segment to be lifted clear of the liner. A trunnion support assembly was used to allow the last two cuts to be completed by turning the liner so that the 50mm-thick bottom plate could be removed. The last segments were then cut away.

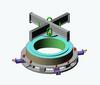
A segment of the lead liner after it has been severed. The segment lifter is being installed in preparation for lifting the segment from the top of the liner.
As each liner segment was lifted and fitted safely onto a purpose-built worktable, the next challenge was to remove the tubes which had been used to circulate cooling water within the flask. To achieve this a further piece of bespoke equipment was called into action – a cooling tube extractor. Here the process involved machining away the weld from the outer and inner stainless steel liners, and tapping three 8mm holes into the cooling tube. This done, the cooling tube could then be attached to the extractor and hydraulically removed.
Once this stage was complete, a standard milling machine was then fitted to the segment with a mounting bracket to machine the inner and outer stainless steel casing and liner, leaving the uncontaminated solid lead section for recycling.
Contaminated liner lifting equipment had also been developed so that the liner could be boxed off with capping-off plates and lifted from the pit in case any contamination had been discovered in the lead.

Milling the stainless steel shell and removing the weld from the end of a cooling tube at the end of the process
SIGNIFICANT WASTE REDUCTION
Dismantling the flask liners in this way has enabled BNFL to retain strict control at all times by dealing methodically with each segment in turn.
The project is viewed, not surprisingly, as a significant success. As BNFL project manager Steve Smith pointed out, ensuring that the lead rings and stainless steel cladding were clean and clear for release as scrap has greatly reduced the amount of material going to the LLW facility at Drigg in Cumbria. And the reduction is significant: a maximum of 0.5t from a potential 40 tonnes (the complete liner) represents a drop of 98%. LLW produced consisted of only the cooling tubes and swarf produced during the cutting process which could not be adequately monitored.
As BNFL pointed out, by keeping volumes of contaminated material requiring disposal to a minimum, and recycling the rest, the process has proved to be a safe and environmentally sound solution.
Following a review of the project after the successful completion of the first flask liner decommissioning in August 2004, and having established and proven this innovative method for decommissioning the liners, this will now enable the planned programme of decommissioning of redundant flasks to be implemented.
Author Info:
Tony Nicholls, Furmanite, Furman House, Shap Road, Kendal, Cumbria, LA9 6RU, UK